How An Industrial CO2 Laser Cutter Works
Quick Summary
The industrial CO2 laser cutter has been a manufacturing standard for decades, and understanding how it works helps engineers and facility managers make better decisions about equipment selection, system design, and maintenance. This page covers how the CO2 laser generates its beam, how that beam is delivered to the workpiece, which materials the process suits, and how CO2 laser technology extends into applications like CO2 laser for wrinkles in aesthetic medicine and CO2 laser printer systems in product marking.
Few laser technologies have demonstrated the staying power of the CO2 laser. Introduced in the 1960s and adopted for industrial cutting applications in the following decade, the industrial CO2 laser cutter remains one of the most widely deployed laser processing systems in manufacturing today.
Fiber lasers have displaced it for some thin-metal cutting applications, but for non-metallic materials, thick organics, and applications where beam quality and cutting edge characteristics matter, the CO2 laser continues to be the tool of choice. Understanding how it works helps clarify why.
At NM Laser Products, we manufacture CO2 laser shutters specifically designed for the optical characteristics and power handling demands of CO2 systems, supporting reliable beam control across industrial cutting, marking, and processing applications.
How the CO2 Laser Generates Its Beam
A CO2 laser produces its beam through stimulated emission in a gas mixture. The active medium is a combination of carbon dioxide, nitrogen, and helium contained in a sealed tube or a flowing gas resonator cavity. Electrical energy excites the nitrogen molecules in the mixture. These excited nitrogen molecules transfer their energy to CO2 molecules through collisions, raising the CO2 to a higher energy state. When the CO2 molecules return to their ground state, they release photons at a wavelength of approximately 10,600 nanometers, in the far-infrared region of the spectrum.
These photons are amplified within the resonator cavity by mirrors at each end, one fully reflective and one partially transmissive. The partially transmissive output coupler allows a controlled fraction of the amplified light to exit as the usable laser beam. Helium in the gas mixture acts as a thermal buffer, dissipating heat from the gas and maintaining stable resonator conditions. The result is a continuous or pulsed beam at 10,600 nanometers with the beam quality and power level required for industrial cutting.
Delivering the Beam to the Workpiece
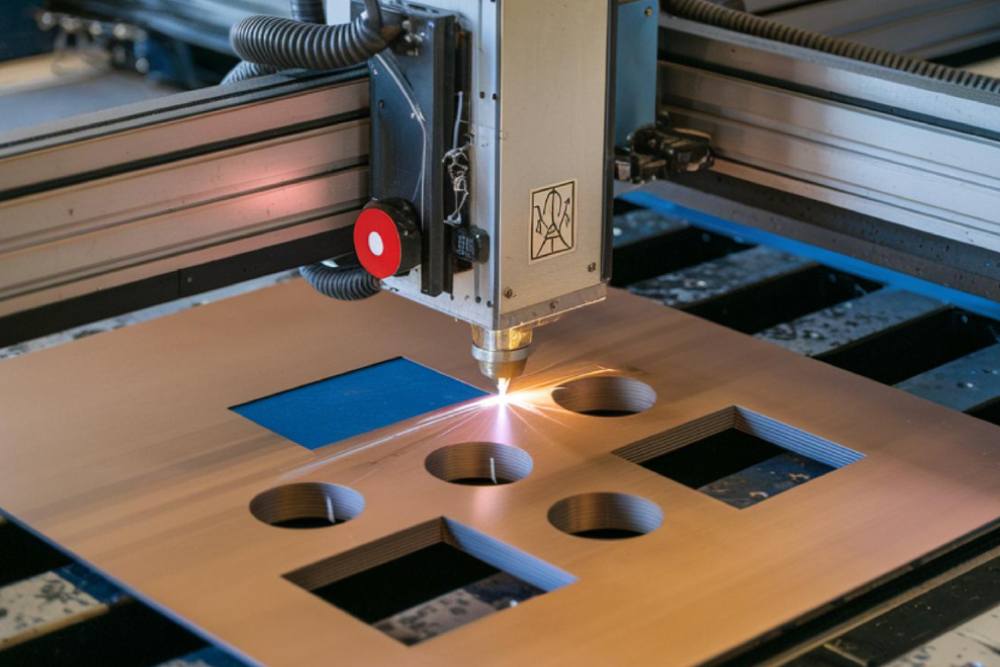
The raw output beam from a CO2 resonator is typically several centimeters in diameter and diverges slightly as it travels. Before it can be used for cutting, it needs to be directed to the cutting head and focused to a small spot. The beam delivery system handles this using a series of water-cooled, gold-coated copper mirrors that reflect the infrared beam with high efficiency along the optical path from the resonator to the cutting head.
At the cutting head, a focusing lens, typically zinc selenide for CO2 wavelengths, concentrates the beam to a spot typically less than 0.5 millimeters in diameter. This tight focus produces the power density required for cutting. An assist gas nozzle surrounds the focused beam and delivers a jet of oxygen or nitrogen at the cutting zone to support the cutting reaction and blow molten material or debris clear of the kerf.
The CO2 laser shutter in the beam path controls exactly when the focused beam is active at the workpiece, opening and closing in response to commands from the machine’s CNC controller. The precision of this shutter directly affects cut quality at the start and end of each cut segment, where the beam transitions between active and inactive states.
Materials the CO2 Laser Cutter Processes
The 10,600 nanometer wavelength is highly absorbed by most non-metallic materials, which is the foundation of the CO2 laser’s versatility as a cutting tool. Wood cuts cleanly and quickly across a wide range of species and thicknesses. Acrylic produces flame-polished cut edges that require no post-processing. Polycarbonate, ABS, and most other engineering plastics cut well. Fabric, leather, rubber, and foam are all routinely processed on CO2 laser cutters in industries ranging from fashion to automotive interiors.
In the paper and packaging industry, CO2 lasers cut and score cardboard, paper, and film packaging at high speed. In the electronics industry, they are used for cutting flexible circuits and processing composite materials.
For metals, CO2 lasers can cut mild steel, stainless steel, and aluminum when combined with oxygen or nitrogen assist gas, though fiber lasers have become the preferred choice for thin metal cutting due to their superior absorption at metal wavelengths and higher wall-plug efficiency. CO2 lasers remain preferred for thicker metal sections and for applications that process both metals and non-metals on the same system.
Key Components of a CO2 Laser Cutting System
A complete industrial CO2 laser cutter integrates several subsystems. The resonator generates the beam. The beam delivery system directs it to the cutting head. The cutting head houses the focusing optic, assist gas nozzle, and height-sensing system. The CNC motion system moves the cutting head over the workpiece. The safety laser shutter and interlock system controls beam access and protects operators. The assist gas supply delivers cutting gas at controlled pressure and flow rate.
Each of these subsystems contributes to the quality and consistency of the cutting output, and the performance of the overall system is determined by how well they work together.
CO2 Laser Technology Beyond Industrial Cutting
The 10,600 nanometer wavelength and its strong absorption by water-containing tissues have made CO2 lasers an important tool in aesthetic medicine. CO2 laser for wrinkles and skin resurfacing treatments use controlled ablation of the outer skin layers to reduce wrinkles, scars, and sun damage. The treatment works because the far-infrared energy is absorbed by the water in skin cells, causing precise, controlled tissue removal. Parameters are set very differently from industrial cutting, with much lower power levels and careful control of ablation depth, but the underlying physics of CO2 laser tissue interaction is the same.
CO2 laser printer systems represent another distinct application. In product marking and coding, CO2 laser printers ablate or react with the surface of packaging, plastics, and other substrates to produce permanent text, barcodes, and graphics without ink or consumables. These systems are widely used in food and beverage, pharmaceutical, and industrial parts marking, where permanent, high-speed marking is required.
CO2 Laser Shutters Built for Industrial Demands
NM Laser Products manufactures CO2-specific laser shutter variants including the LST400-C2, LST500-C2, and LST800-C2, with optics selected for 10,600 nanometer compatibility and power handling up to 300 watts.
Fail-safe, factory-calibrated, and USA-manufactured, our CO2 laser shutters are built for the duty cycles and power levels that industrial cutting and marking applications demand. Contact our team to find the right shutter for your CO2 system.
FAQs
What wavelength does a CO2 laser operate at and why does it matter?
CO2 lasers operate at approximately 10,600 nanometers, in the far-infrared spectrum. This wavelength is strongly absorbed by most non-metallic materials and by water in biological tissue, which is why CO2 lasers are highly effective for cutting organics and for medical applications like skin resurfacing. It also means that standard glass optics cannot be used, and zinc selenide or similar infrared-transmitting materials are required for lenses and windows.
How does a CO2 laser cutter differ from a fiber laser cutter?
CO2 lasers use a gas resonator and operate at 10,600 nanometers, making them well-suited to non-metallic materials and thick organic substrates. Fiber lasers operate at around 1,064 nanometers, which is better absorbed by metals, giving them an efficiency advantage for thin metal cutting. CO2 lasers remain preferred for non-metals, thicker sections, and mixed material applications.
Can the same CO2 laser system be used for both cutting and engraving?
Yes. Industrial CO2 laser systems can perform both cutting and engraving by adjusting power, speed, and focus settings. Cutting uses high power and a tightly focused spot to cut through the full material thickness. Engraving uses lower power and higher scan speed to remove surface material in a controlled depth without cutting through, producing marks, textures, or imagery on the substrate surface.
Related Blogs
The Truth About Laser Beam Security Systems
Quick Summary Laser beam security systems are widely misunderstood...
Read more
Insights On Laser Shutter Controllers: What To Know
Quick Summary A laser shutter controller does more than simply ope...
Read more
How Lasers Are Classified In Modern Technology
Quick Summary Laser classification is the foundation of laser safe...
Read more