Exploring The Science Behind The Laser Beam Welding Technique
Quick Summary
Laser beam welding is a high-precision fusion process that uses a focused laser beam to join metals with minimal heat input and distortion. This page explains the physics behind keyhole and conduction mode welding, which materials the process suits best, and the specific laser welding benefits that have driven its adoption across automotive, aerospace, and medical manufacturing. It also covers why beam control components are central to weld quality and consistency.
Of all the joining processes used in modern manufacturing, few have transformed production capabilities as significantly as laser beam welding. It is faster than TIG welding, produces less distortion than MIG welding, requires no filler material in many configurations, and can reach joints that conventional welding torches cannot access.
Understanding the laser beam welding process at a technical level helps engineers and production managers make better decisions about when and how to apply it, and what supporting hardware their system needs to perform consistently.
What Is Laser Beam Welding?
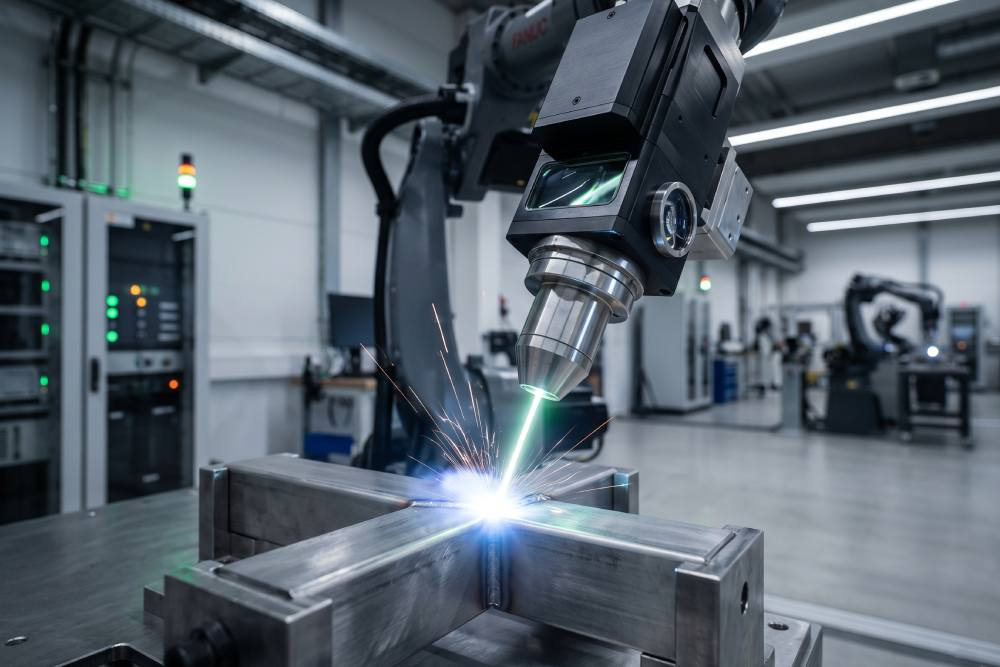
Laser beam welding is a fusion process in which a tightly focused laser beam delivers concentrated energy to the joint between two workpieces. The energy melts the base material at the joint interface, and as the beam progresses along the weld path, the molten material fuses and solidifies into a continuous, high-strength joint.
The defining characteristic of laser beam welding, compared to arc-based processes, is the extreme concentration of energy at the weld spot. Spot diameters of less than 1 millimeter are typical, and power densities at the focal point can reach several megawatts per square centimeter. This concentration is what enables the deep, narrow weld profiles and high travel speeds that make the process so productive in high-volume manufacturing.
The Physics of the Laser Beam Welding Process
When the focused beam strikes the metal surface, the material heats rapidly to its melting point. As power density increases beyond the vaporization threshold of the metal, a small cavity of metal vapor forms at the surface. This cavity, called a keyhole, is surrounded by a thin shell of molten metal.
The keyhole allows the laser beam to penetrate deep into the material rather than just heating the surface. Energy is absorbed along the walls of the keyhole rather than reflected from the surface, which is why keyhole mode welding produces such a high depth-to-width ratio. A weld that is 6 millimeters deep but only 1 millimeter wide is achievable with laser beam welding in a single pass, which would require multiple passes and far more heat input with conventional methods.
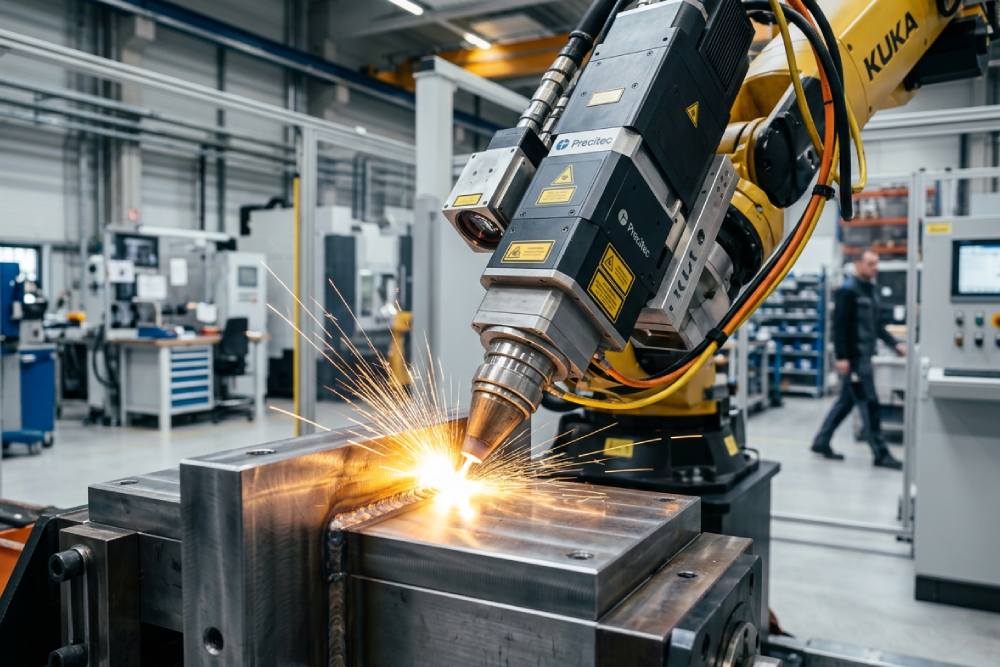
As the laser moves along the weld line, the keyhole advances with it. Molten metal flows around the keyhole cavity and solidifies in its wake, forming the completed weld bead. The process is self-sustaining once initiated, and the small heat input relative to weld depth is what produces the low distortion that makes laser beam welding so valuable for precision assemblies.
Conduction Mode vs. Keyhole Mode
Not all laser beam welding uses the keyhole mechanism. At lower power densities, below the vaporization threshold of the material, the laser heats and melts the surface without forming a keyhole. This is conduction mode welding.
Conduction mode produces shallower, wider welds with a smooth surface profile. It is used for thin materials, cosmetically visible joints, and applications where a smooth weld bead appearance is more important than weld depth. Jewelry manufacturing, thin-wall medical device components, and electronics enclosures are typical conduction mode applications.
Keyhole mode is used for structural joints, thick sections, and high-speed production where weld depth and travel speed are the priorities. Most industrial laser beam welding for automotive and aerospace applications uses keyhole mode.
Materials Suited to Laser Beam Welding
Steel and stainless steel are the most commonly welded materials, used across automotive body structures, industrial fabrication, and medical device housings. Titanium alloys are widely welded with laser beam processes in aerospace and medical implant manufacturing, where the low heat input helps preserve the material’s mechanical properties. Aluminum alloys present more challenges due to high reflectivity and thermal conductivity, but are successfully welded with appropriate laser parameters and shielding gas configurations. Nickel alloys, used in high-temperature aerospace components, are also regularly processed with laser beam welding.
Dissimilar material joining is possible in some configurations, particularly relevant in battery manufacturing where copper and aluminum conductors need to be joined reliably. Controlling the beam delivery precisely during these sensitive joints is where a well-specified high-speed optical shutter contributes to process consistency, managing beam-on time with the accuracy that dissimilar material joints demand.
Key Laser Welding Benefits
The adoption of laser beam welding across so many industries reflects a set of well-documented performance advantages.
Speed is one of the most immediately compelling benefits. Laser beam welding travel speeds are often five to ten times faster than TIG welding for comparable joint configurations, which has a direct impact on production throughput and unit cost in high-volume applications.
Low distortion results from the small heat-affected zone. Because energy input is concentrated and the weld is completed quickly, the surrounding material experiences far less thermal expansion and contraction than in arc welding. This makes laser beam welding the preferred choice for precision-machined assemblies where dimensional tolerances must be held after welding.
Non-contact delivery means no tool wear and no contact forces on the workpiece. The laser can weld in locations that are physically inaccessible to electrode-based processes, and the process is easily automated and integrated into production lines.
No filler material is required in many autogenous laser beam welding applications, simplifying the process, reducing material costs, and eliminating the variables associated with filler wire feeding.
Why Beam Control Matters in Laser Welding Systems
Weld quality in laser beam welding is sensitive to beam stability and delivery consistency. Variation in beam position, power level, or pulse timing produces defects including porosity, cracking, incomplete fusion, and burn-through. In production environments where every weld must meet specification, these defects are not acceptable.
This is why precision beam control hardware is not a secondary consideration in laser welding system design. The shutter system controls exactly when the beam is active, delivering clean starts and stops at each weld initiation and termination point. In pulsed welding applications, it controls pulse timing with millisecond accuracy. For scientific research applications developing new welding processes, the ability to control beam delivery precisely is fundamental to generating reproducible experimental results.
Built for the Demands of High-Power Welding
NM Laser Products manufactures high-power laser shutters rated for up to 300 watts continuous optical power, with LIDT ratings up to 15 J/cm² at 10 nanoseconds and repetition rates up to 15 Hz. Our shutters are fail-safe, USA-manufactured, and factory-calibrated to work with our CX4000B controller for optimal switching performance.
Whether you are building a new welding system or upgrading beam control in an existing one, contact NM Laser Products to find the right solution.
FAQs
What is laser beam welding most commonly used for?
Laser beam welding is widely used in automotive body panel and structural component manufacturing, aerospace titanium and aluminum assemblies, medical device and implant production, and electronics manufacturing including battery and connector joining.
How does laser beam welding compare to TIG welding?
Laser beam welding is generally faster, produces a significantly smaller heat-affected zone, and causes considerably less distortion than TIG welding. TIG welding offers greater flexibility for manual work and a wider range of joint access configurations, but laser beam welding is preferred for high-volume precision production where speed and dimensional accuracy are priorities.
What power levels are used in the laser beam welding process?
Power levels range from a few hundred watts for thin material conduction mode welding to several kilowatts for deep keyhole welds in thick steel or titanium. Beam control components used in these systems need to be rated for the full power levels involved, including peak pulse energies in pulsed welding configurations.
Related Blogs
The Truth About Laser Beam Security Systems
Quick Summary Laser beam security systems are widely misunderstood...
Read more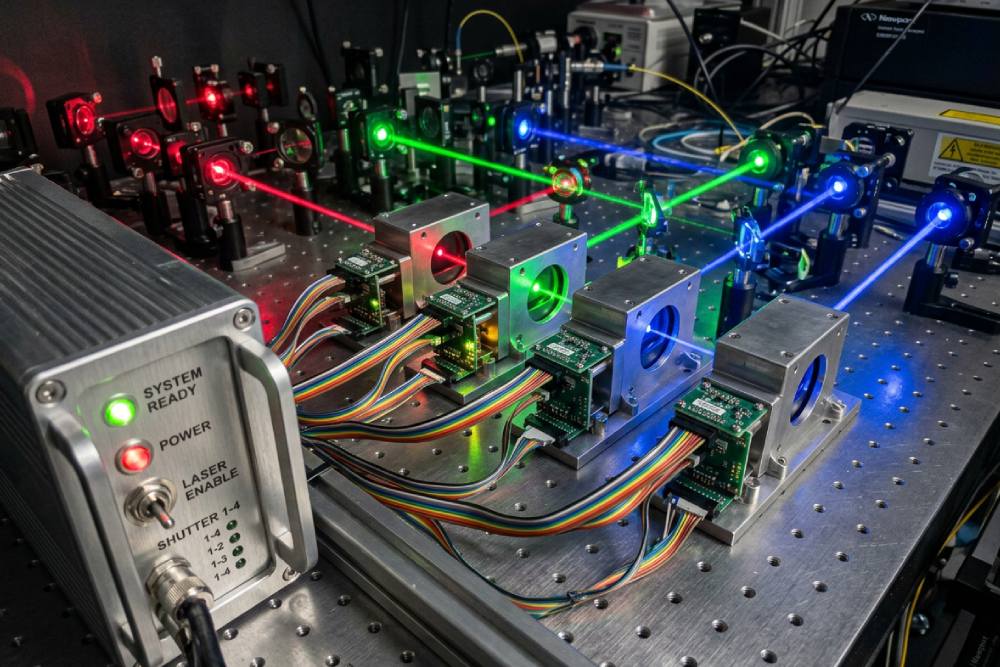
Insights On Laser Shutter Controllers: What To Know
Quick Summary A laser shutter controller does more than simply ope...
Read more
How Lasers Are Classified In Modern Technology
Quick Summary Laser classification is the foundation of laser safe...
Read more